MC 15 HT
The Xplore MC 15 HT represents the cutting-edge in 15 ml compounder technology, engineered to enhance and streamline your R&D processes. Its advanced design provides superior shear strength, enabling the processing of higher-viscosity materials with finer dispersion, improved mixing quality, and enhanced operational stability. With double the rotational speed (rpm), double the screw torque strength, and unparalleled stability, the MC 15 HT delivers exceptional performance while minimizing spatial requirements, occupying less than half the footprint of earlier models. Featuring a consistent melt torque of 40 Nm across the entire rpm range, this system is specifically optimized for processing high-viscosity and highly concentrated polymer compositions. Designed for precision and reliability, the Xplore MC 15 HT is a robust tool for scientists seeking faster, stronger, and more accurate results in polymer research and material development.

With a screw torque of 40 Nm, processing rubbers and elastomers becomes effortless, even when using fully intermeshing screws. This design delivers significantly more thorough mixing compared to the commonly used tangential screw mixers. Every cubic centimeter of material exhibits identical properties, ensuring unparalleled consistency. In contrast, tangential screw designs often struggle to produce uniform samples, making consistency a persistent challenge.
Documents
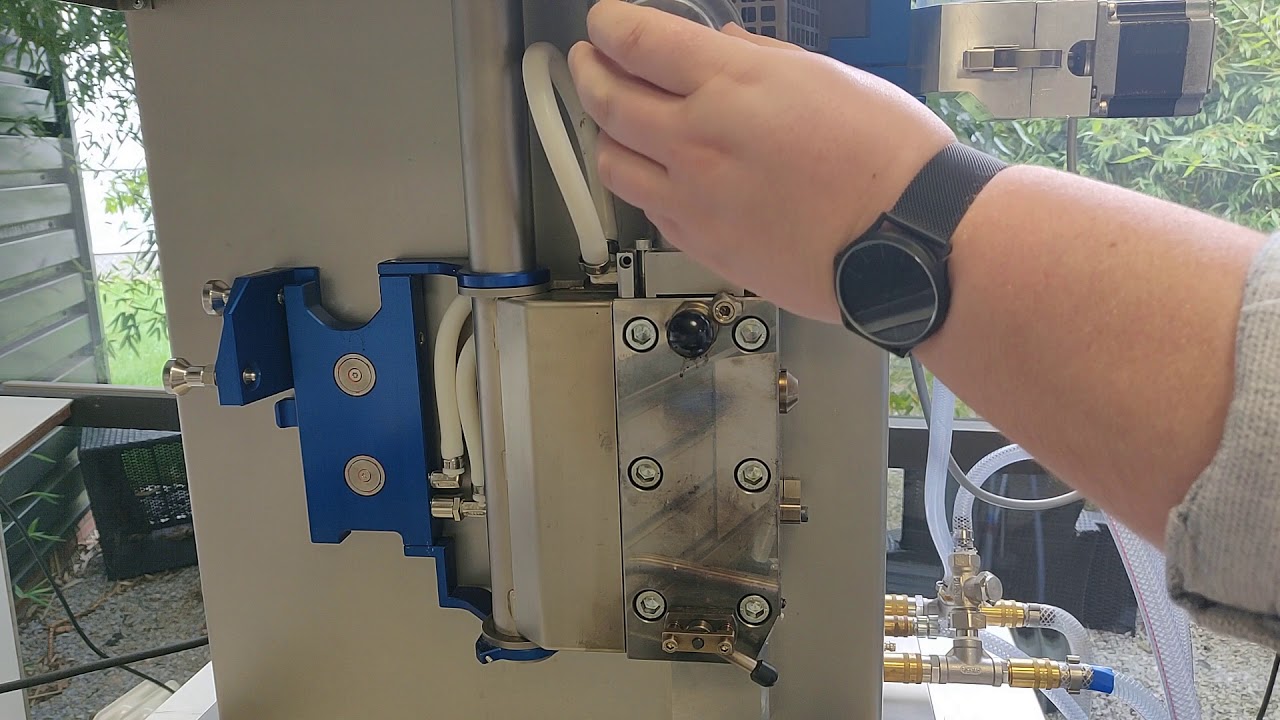
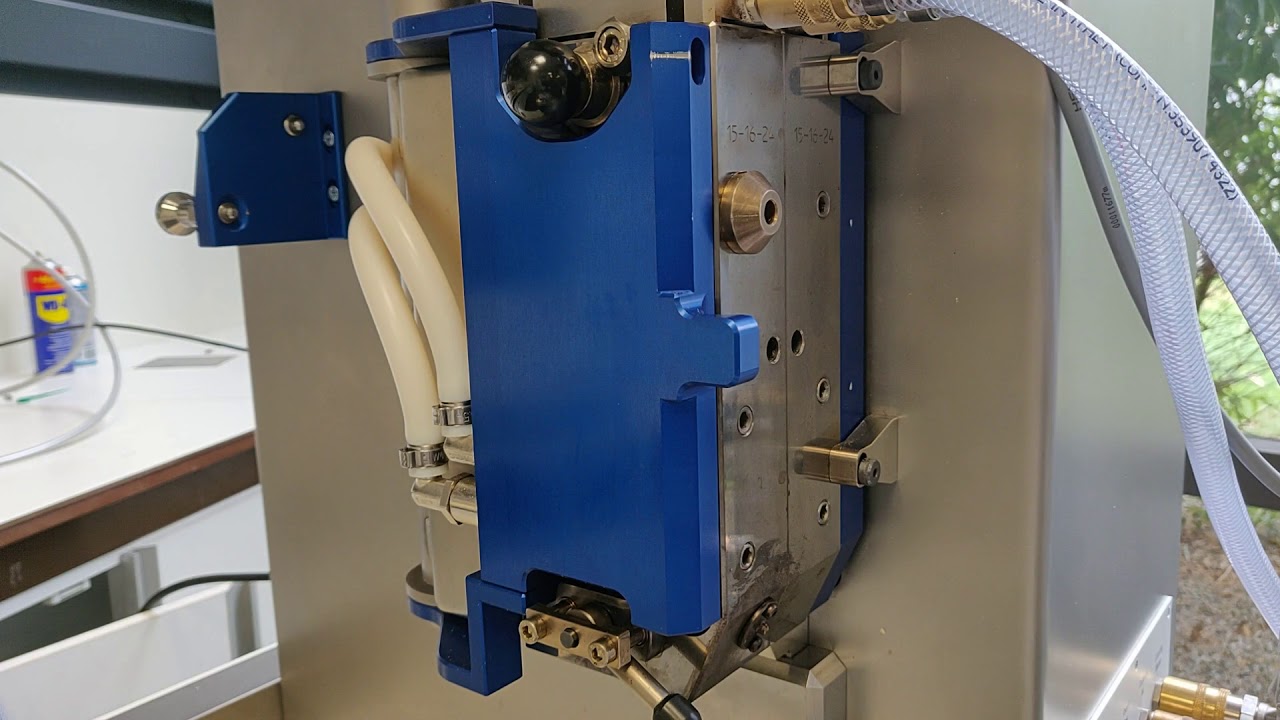
The MC 15 HT in use
View more