Effect of barrel gap on the dispersion quality of carbon black in rubber compounds
Introduction
Dispersion of carbon black (CB) is crucial in rubber compounding, impacting rubber products’ performance, properties, and overall quality. Proper dispersion ensures uniformity, enhances mechanical properties, improves processability, optimizes performance, minimizes defects, enhances durability, and contributes to cost optimization, making it indispensable in the formulation and production of high-quality rubber goods. One of the parameters controlling the dispersion is the shear conditions that play a crucial role in the dispersion of carbon black within rubber compounds through breaking up agglomerates, increasing surface area, and promoting reduced particle size. The Xplore’s 15 mL high-torque micro-compounder (MC15HT) is a versatile and valuable tool for developing rubber compounds. It offers precise control over mixing parameters, small batch sizes for experimentation, and the ability to simulate industrial processing conditions. Its use enables researchers to innovate and develop new rubber materials and formulations with enhanced properties and performance characteristics.
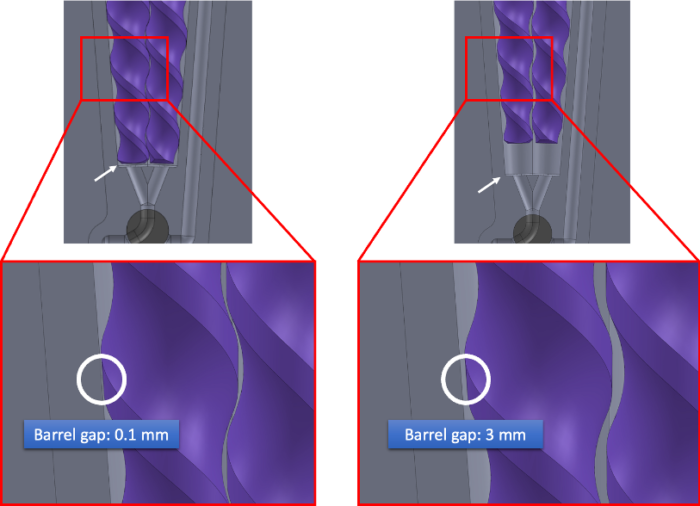
In microcompounding processes, the screw-barrel gap refers to the distance between the rotating screw and the barrel wall in the extruder. This parameter plays a crucial role in determining the dispersion and distribution of additives, fillers, and other ingredients within the rubber matrix. The screw-barrel gap influences the flow behaviour of the rubber compound as it passes through the extruder. A smaller screw-barrel gap leads to a higher peak shear stress and may result in an intenser mixing action between the rotating screw and the barrel wall. This increased shear can help to break down agglomerates of fillers and additives, promoting better dispersion within the rubber matrix. The screw-barrel gap can easily be set in the MC15HT by manipulating the position of the barrel vertically. Lowering the barrel height results in a higher screw-barrel gap since the screws have a fixed position. The screw-barrel gap may be adjusted in a range from 0.1 mm to 2.6 (+/-) 0.2 mm. For this technical study, the barrel gap was set as 3.00 mm by special adjustment to demonstrate the maximum limits of the system.
In this technical note, we demonstrated the influence of the screw-barrel gap on the dispersion level of CB in a rubber compound. The barrel gap was set as either 0.1 mm or 3.0 mm (by special adjustment), as shown in Figure 1.
Materials and Methods
A medium viscosity EPDM, processing oil, 30 phr CB, activators and curatives were compounded at 100oC and 100 rpm for 3 minutes. The compound was then transferred to the IM12 Xplore injection moulding machine using the transfer unit. In order to sustain the curing, the compounds were injected to a dog-bone shaped mold at 170oC, for 4 min. under pressure. The injection and holding pressures were set at 5 bar.
To compare with the conventional compoundingtechnique, the same compound was also mixed in a laboratory 300 mL Banburymixer for 15 min and then further homogenized for an additional 5 min in a twin-roll mill. Finally, the compounds were loaded into the IM12 and injected in to the mold under similar conditions as described above. The effects of the screw-barrel gap on the dispersion level of the CB were judged by dispergrader analysis and tensile and hardness tests.
Results
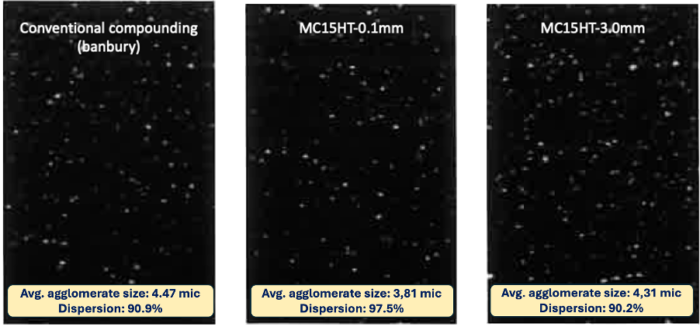
As the results of the dispergrader analysis are considered, the compounds prepared in MC15HT at a screw-barrel gap of 3.0 mm resulted in a similar dispersion level with that of conventional Banbury mixing, revealing an average agglomerate size of 4.3 microns and a dispersion of 90%. However, when the barrel gap was set to 0.1 mm, the average agglomerate size decreased from 4.4 microns to 3.8 microns; and dispersion-% improved from 90% to 97% (Figure 2). This enhanced quality of dispersion-% can be associated with the higher peak-shear stresses exerted on the agglomerates of CB when the barrel-screw gap is set toa smaller value.
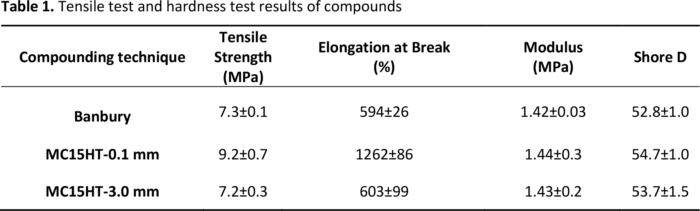
The dispersion level of the CB is expected to influence the mechanical performance of the compound. It is seen from Table 1 that the tensile properties of the rubber compounds are also influenced by the compounding conditions. The highest tensile strength and the highest elongation at break values were obtained for the compounds prepared in MC15HT at a screw-barrel gap of 0.1 mm. This can be attributed to the higher interfacial area resulting from the better dispersion of the CB particles. The compounds prepared in Banbury and MC15HT, having a screw-barrel gap of 3.0 mm, exhibited similar mechanical properties. In addition, the modulus and hardness of the compounds did not show a dependency on the level of dispersion.
This work demonstrates that the dispersion of the fillers in a rubber compound can be improved or controlled by adjusting the screw-barrel gap. In particular, this study shows that a smaller gap is better for the dispersion of carbon black inan EPDM matrix.
For further information, contact our experts at: info@xplore-together.com